26
3DPrinting
15751 readers
112 users here now
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at: or [email protected]
There are CAD communities available at: [email protected] or [email protected]
Rules
-
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
-
Be respectful, especially when disagreeing. Everyone should feel welcome here.
-
No porn (NSFW prints are acceptable but must be marked NSFW)
-
No Ads / Spamming / Guerrilla Marketing
-
Do not create links to reddit
-
If you see an issue please flag it
-
No guns
-
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
founded 2 years ago
MODERATORS
27
18
Which Filaments are generally safe for contact with Food? What do you recommend?
(lemmy.blahaj.zone)
As one of my first ever self designed Prints and 3D Models, I wanna do a big organiser for my Kitchen! This is my current progress on that:

One of my friends gave me a word of caution to use the right filament when it comes to storing things like Sugar, Pepper, Salts and Tea Bags with Printed Plastics. So I wanted to ask if any of you have Good Safe Filament Recommendation for this type of thing? I heard PETG is supposedly safe, is that true? Thanks!
28
29
I'm in the process of replacing all my single-color christmas lights with addressable RGB LEDs, but the 12mm "bullet" form factor of them is different from the traditional incandescent mini lights, the 5mm wide angle LEDs, etc.:
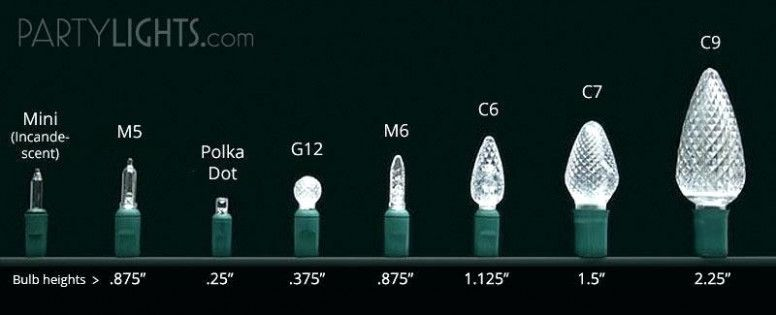
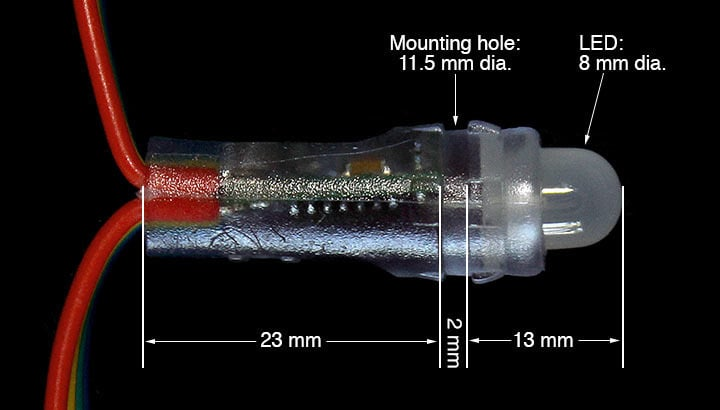
You'd think they'd make C6/7/9 bulb covers that attach to them, but I have yet to find any for sale, anywhere. As such, I want to 3D print some, along with 12mm bullet pixel-sized replacements for my snowflake lights:

What's some good filament I can get that will be reasonably clear and stay that way (without yellowing or getting too brittle) for several years' worth of Christmas seasons, despite UV/rain/cold exposure?
(Bonus question: anybody know a good way to model the facets in those "strawberry" lights? The C7 bulbs on Thingiverse, such as this one, are all smooth, LOL.)
Edit: by the way, to be clear (pun intended): I don't need optical clarity like the lens guy; scattering the light is fine. (In fact, doing that on purpose is kind of the point of modeling a faceted C7 bulb instead of a smooth one.) I just want to make sure that whatever part of the filament that doesn't manage to be transparent is white, not tinted some dingy color.
I do happen to have some Inland "natural" PLA laying around and did a test print in that. It's not too bad -- only a little bit yellow at the wall thickness I'm using -- but I fear for how it will hold up over time.
30
31
32
33
You might recall that I tried printing this fake lens last week and found it quite challenging.
So today for S&G, I figured I'd try to print it in two halves like so:
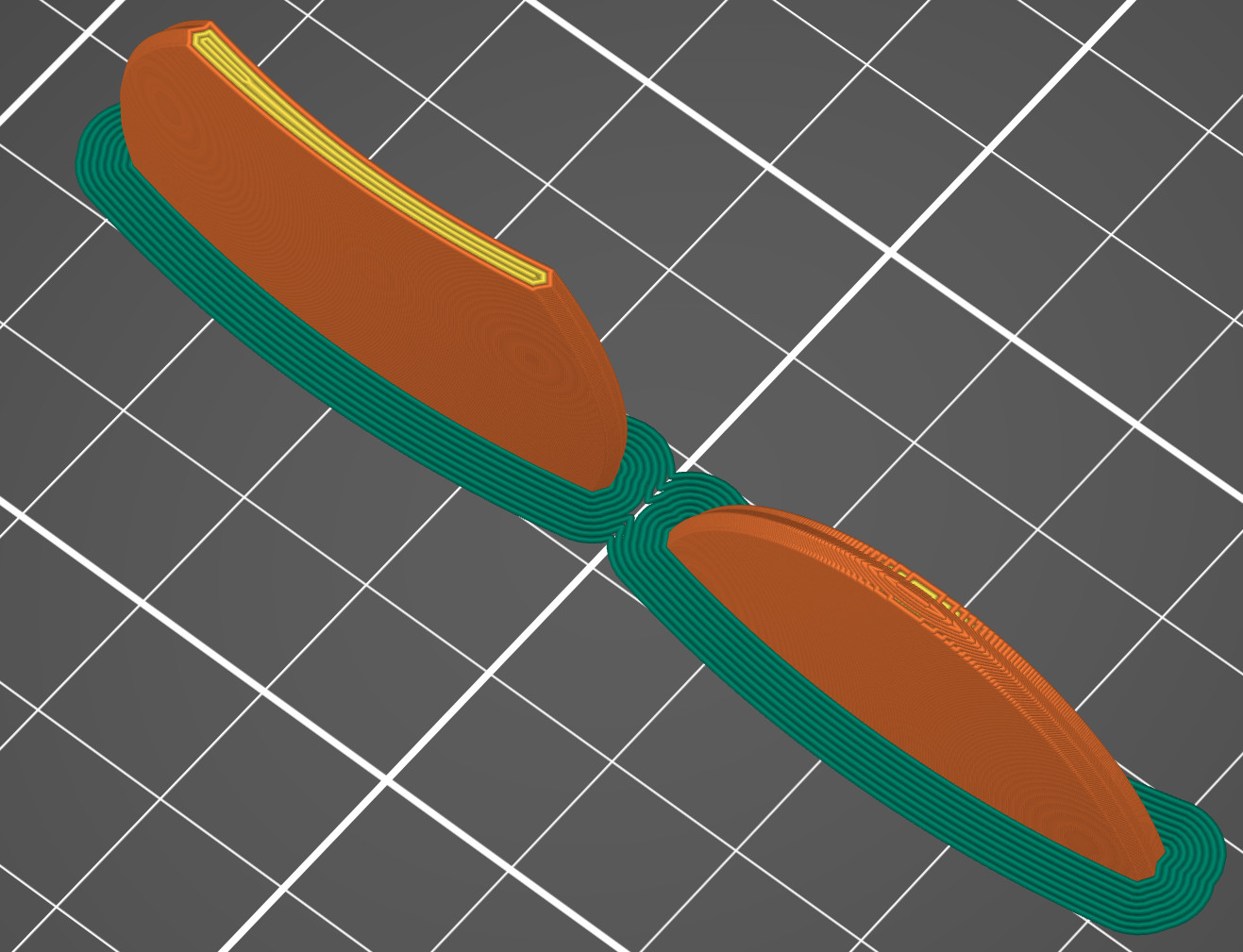
Then instead of gluing or epoxying them, I joined them with acetone: it's quite a thin profile, so it's a good test of the strength of the bond.
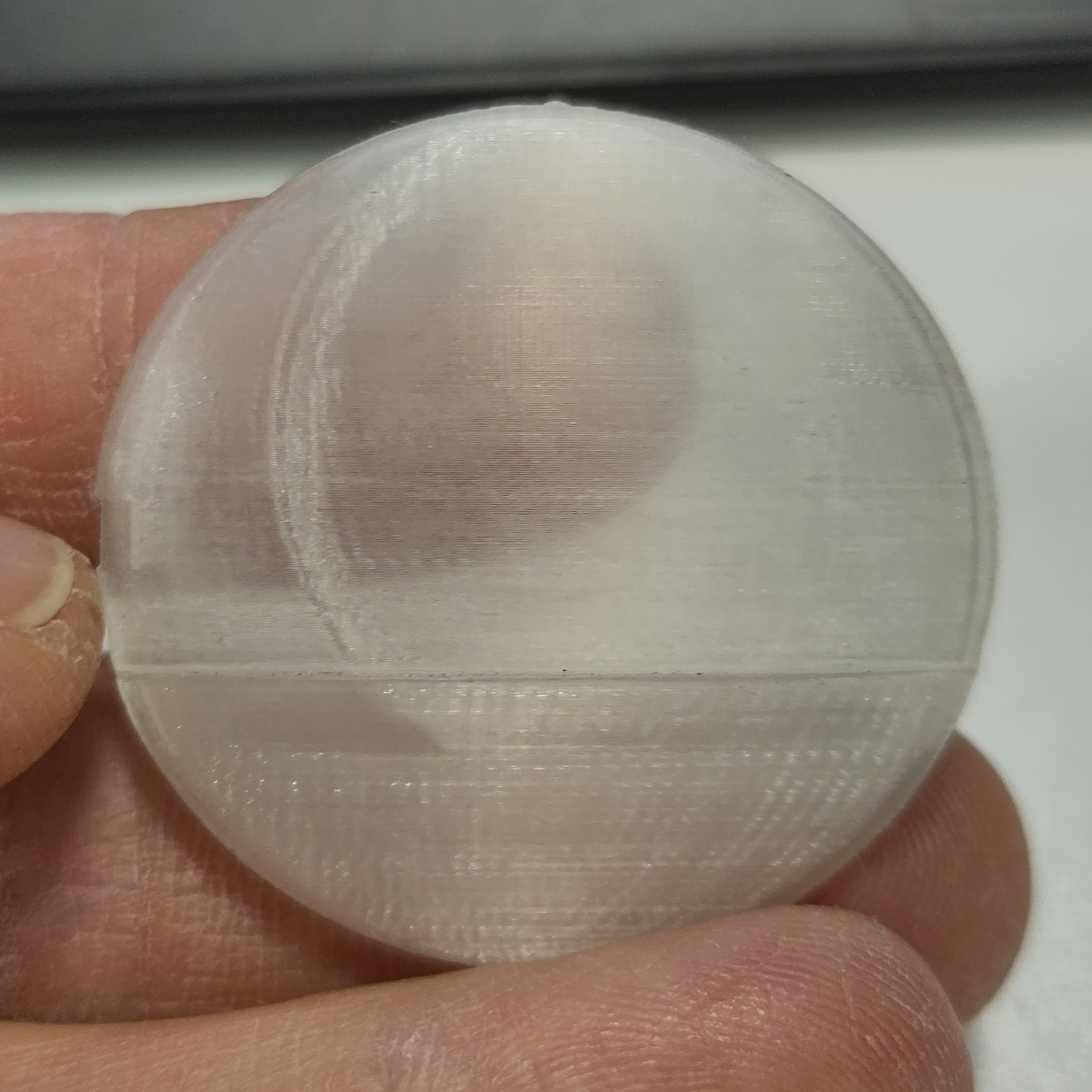
Well, I let it cure for half an hour just to make sure all the acetone inside the bond had evaporated, and it certainly is plenty strong! Strong enough to take a vigorous chemical polishing - with acetone also - while applying a fair amount of pressure and stay in one piece.
I polished it by hand for 5 minutes and it's even a bit lens-y now 🙂
I'll let it cure for another 24 hours for good measure, then tomorrow I'll mount it in the lathe and I'll polish it some more with acetone, to see how clear I can make it.
It's never going to be any good of course, but it's interesting to see how much it can be improved, if only to find out what I can do with PLA.
34
I just stopped a failing print and noticed some weird extrusions happening (not english native speaker, also I'm a 3d printing noob, don't know whether that's the right word). You can see it in the image. Any tips to improve printing quality?

I'm printing on an Ender 3 V3 SE. This print was with standard settings.
EDIT: as a clarification, this isn't why I stopped the print. It failed to adhere to the print plate at some spots. Redid my z offset and hopefully that solved it.
35
36
37
How is the build chamber in your 3D-printer heated? Is there any thermal insulation and if how thick is it?
My two cents:
** thermal insulation**
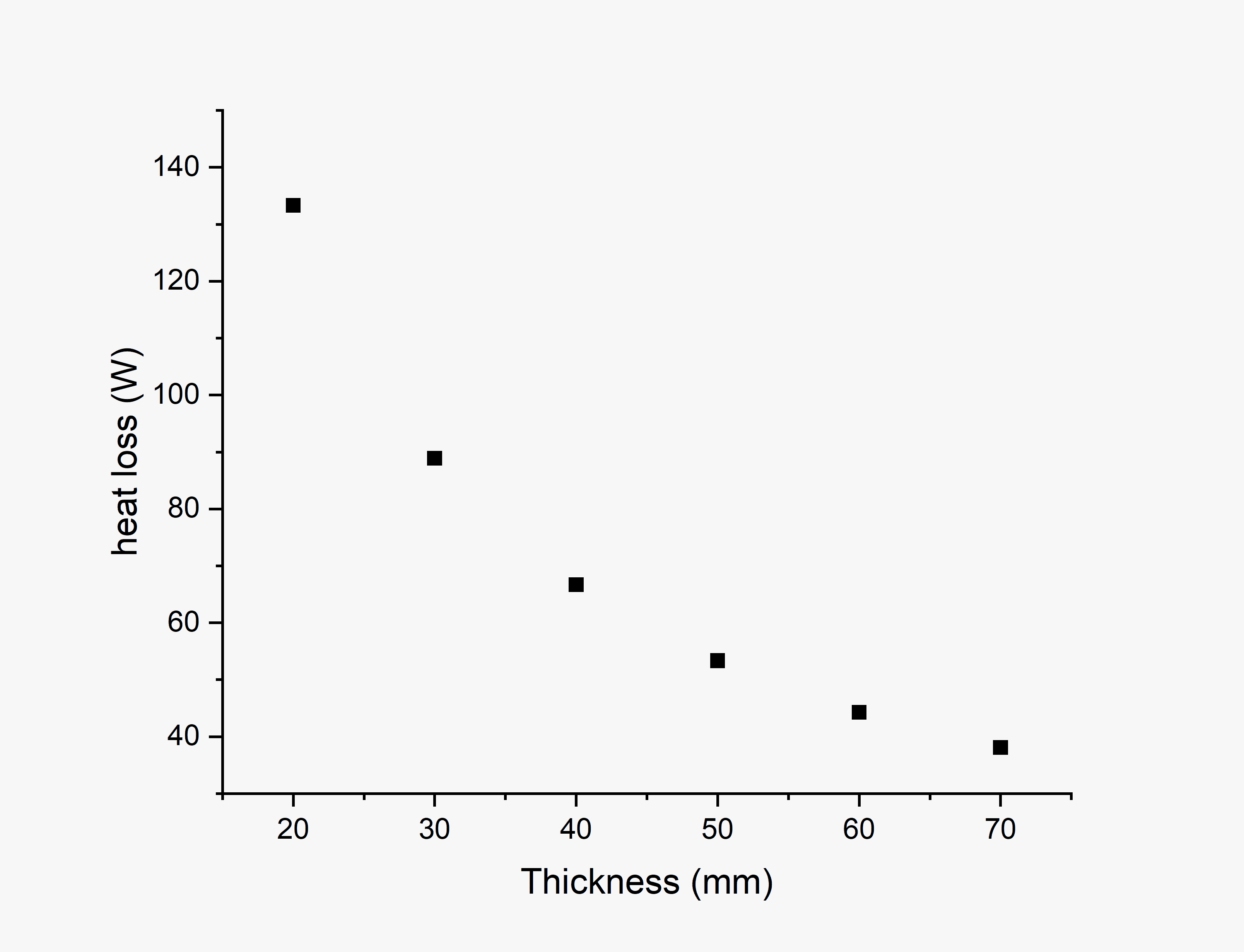
That's the math for a small 300x300mm printer heated to 70°C (for 130°C tripple this number).
With a 6030 aluminium extrusion a 60mm insulation would fit within the walls and bring down the heatloss to approx. 45W. In other words: Once it is heated up the thermal losses are small enough for it to hold the temperature on its own. Reducing the overall power consumption.
heating/temperature control
For cooling and heating: oil<-> air heat exchanger/radiator might be a good solution:
- place one inside the printer
- the other on the outside
- insert a heater in the loop (only when heating is required, for cooling keep it off)
- possible to push past the 100°C liquid temperature.
Add a fan that circulates the air within the chamber to equalize the temperature.
This way the chamber can be heated and cooled without venting any air into the room.

38
39

It’s a slight modification to my existing design which can be found here: https://www.printables.com/model/261466-apple-pencil-gen-1-case-mkii
The two tone was originally created by accident as we were running out of light blue and I decided to go all out on the top side.
She is very happy with the results.

40
See https://imgur.com/a/zMvfpRc for more pics
A few months ago, Scott Yu showcased a phone dock inspired by Dieter Rams' iconic DN40 digital clock.
That got me inspired to create my own version, featuring a wireless charger from IKEA. The charger is integrated into a panel that slides into a slot within the dock's body. Before assembling, the cable is routed through a hole in the back for a clean and functional setup.
Printed with Prusament PLA Galaxy Black & Prusament PETG Orange.
To top it off, I even developed my own Android docking app — because, why not? :D

41
I have a cheap bedslinger, an Anycubic Kobra 2, and generally it's a pretty decent printer at the price. I have flashed klipper FW on it, so I'm not using Anycubics FW.
I have issues whenever I try printing bigger parts, the first layer is always complete shit (see post photo).
Heightmap, measured with inductive probe
 range is only 0.085mm from min to max, so it should be reasonably flat. The heightmap is automatically recalibrated and loaded as part of my print_begin macro.
range is only 0.085mm from min to max, so it should be reasonably flat. The heightmap is automatically recalibrated and loaded as part of my print_begin macro.
Slicer settings for line width

I don't know if my printer just doesn't correct Z-height during first layer, if my line width settings are completely messed up or what is causing this, but the issue is only apparent on bigger parts with large contract surface on the bed.
[SOLVED] It was just Z-offset that was too low causing this. however when running the calibration routine from ellis3dp on first layer squish, the settings that looked good on the small calibration patches, looked like crap on bigger prints. I needed a bit higher Z-offset, but that solved it.


42
43
44
45
These have to be the least accurate things I have ever seen.
The rectangular one is accurate or accurate enough and has been what I used but I noticed files all had cutouts for these round hygrometers...
Well from my 6 pack 1 is within a margin of error to even be useful.
I get they aren't expensive but seems like a waste of money for this bad.

46
47
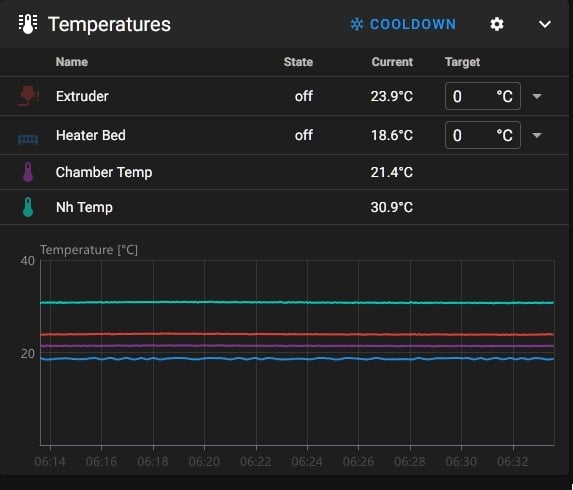
I am in the process of buttoning up a Nitehawk conversion on my Voron. I also replaced my extruder thermistor with an OE replacement purchased from a reputable vendor.
Post setup, my heated bed is reading spot on (it's 18.3 C in my basement aka 65 F). I verified that my extruder is also at ambient temperature by wedging a Thermapen under its silicone sock and letting it acclimate for 10 minutes. The I'm not sure why the extruder would be reading high.
I bought a spare thermistor and wired it in. The result was identical.
Thoughts? Ideas? I'm pretty sure I have the Nitehawk and thermistor set up correctly.
[extruder]
step_pin: nhk:gpio23
dir_pin: nhk:gpio24
enable_pin: !nhk:gpio25
heater_pin: nhk:gpio9
sensor_pin: nhk:gpio29
pullup_resistor: 2200
sensor_type: ATC Semitec 104NT-4-R025H42G`
48
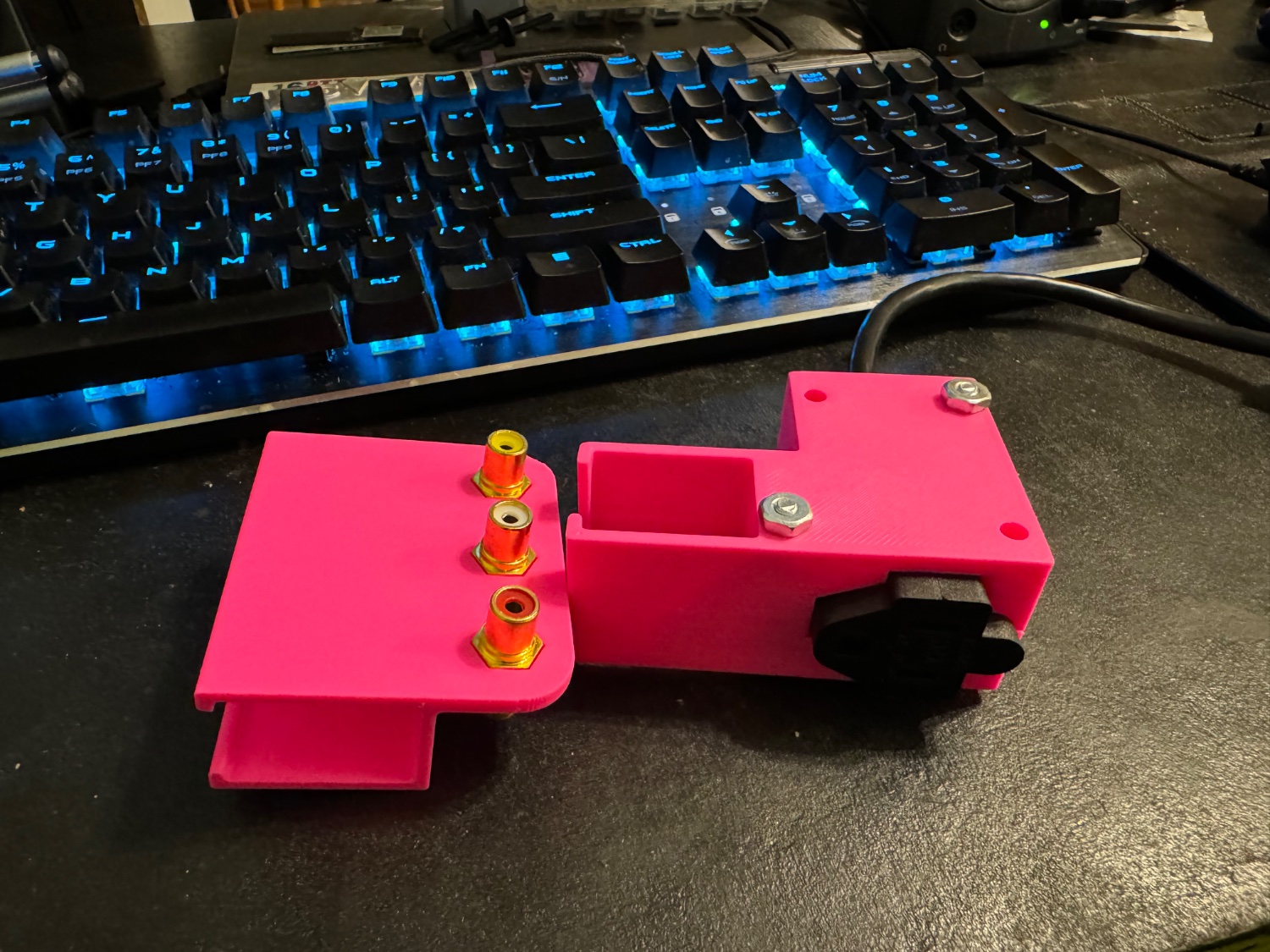
This is so that it’s easier to plugin old and new consoles without having to go on my hands and knees to Plug and unplug consoles.


49
50