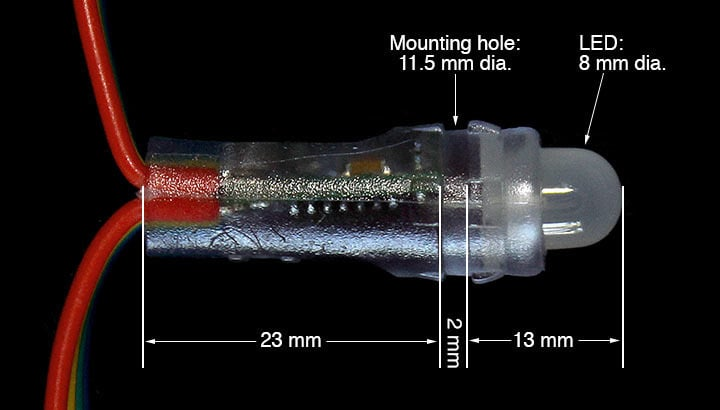
I'm in the process of replacing all my single-color christmas lights with addressable RGB LEDs, but the 12mm "bullet" form factor of them is different from the traditional incandescent mini lights, the 5mm wide angle LEDs, etc.:
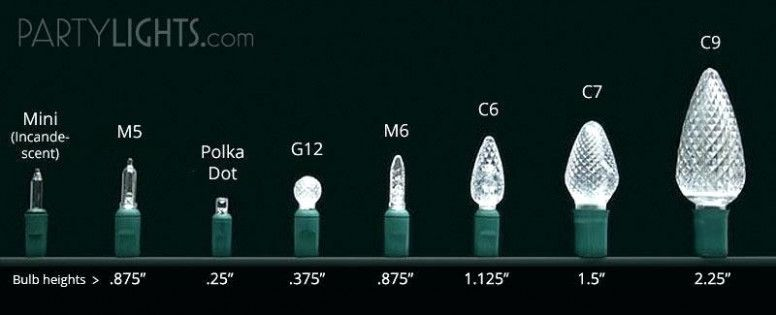
You'd think they'd make C6/7/9 bulb covers that attach to them, but I have yet to find any for sale, anywhere. As such, I want to 3D print some, along with 12mm bullet pixel-sized replacements for my snowflake lights:

What's some good filament I can get that will be reasonably clear and stay that way (without yellowing or getting too brittle) for several years' worth of Christmas seasons, despite UV/rain/cold exposure?
(Bonus question: anybody know a good way to model the facets in those "strawberry" lights? The C7 bulbs on Thingiverse, such as this one, are all smooth, LOL.)
Edit: by the way, to be clear (pun intended): I don't need optical clarity like the lens guy; scattering the light is fine. (In fact, doing that on purpose is kind of the point of modeling a faceted C7 bulb instead of a smooth one.) I just want to make sure that whatever part of the filament that doesn't manage to be transparent is white, not tinted some dingy color.
I do happen to have some Inland "natural" PLA laying around and did a test print in that. It's not too bad -- only a little bit yellow at the wall thickness I'm using -- but I fear for how it will hold up over time.












