Is anyone else having HORRIBLE problems with their Prusa Mk4 or Mk4S first layer quality...
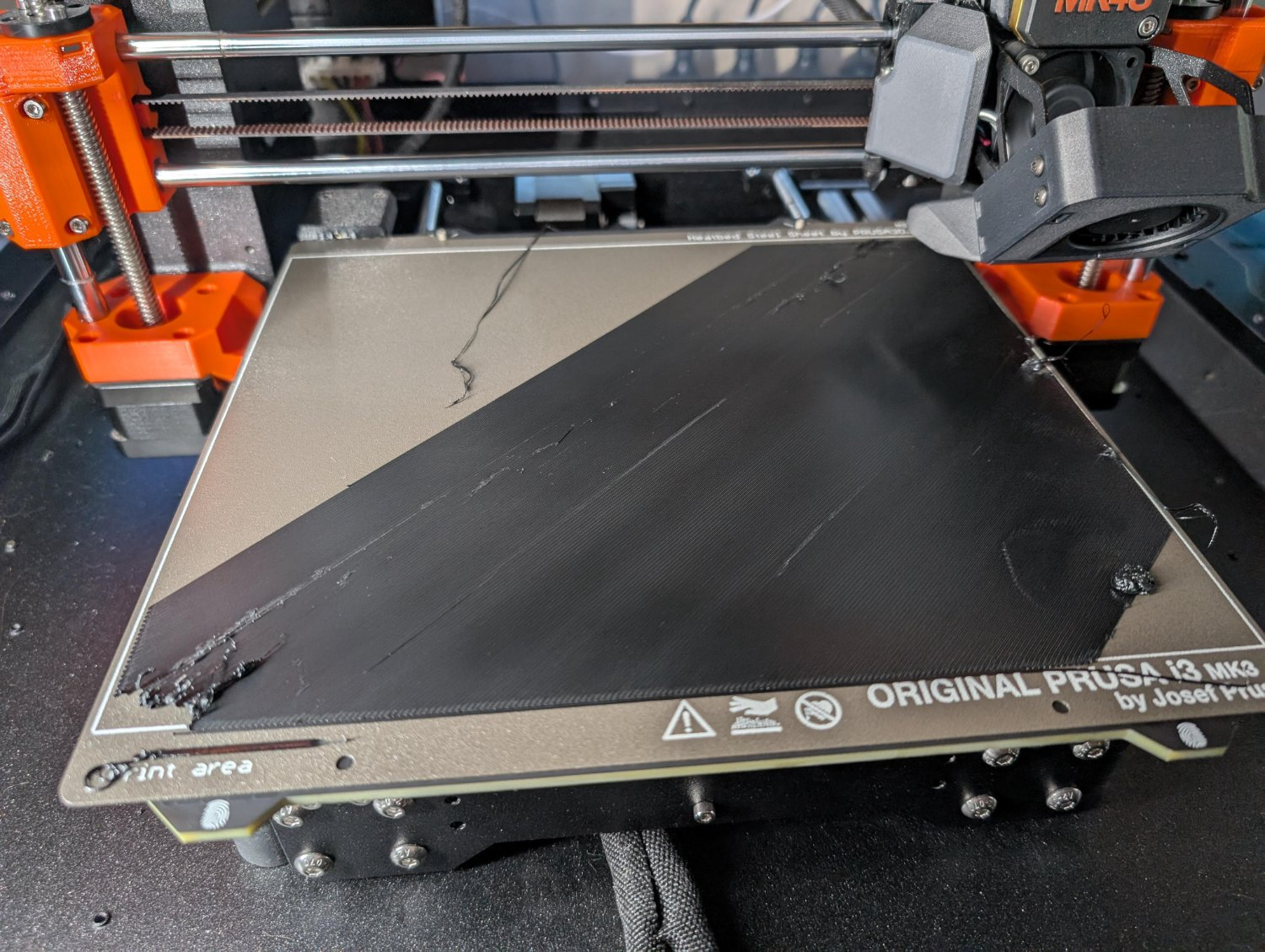
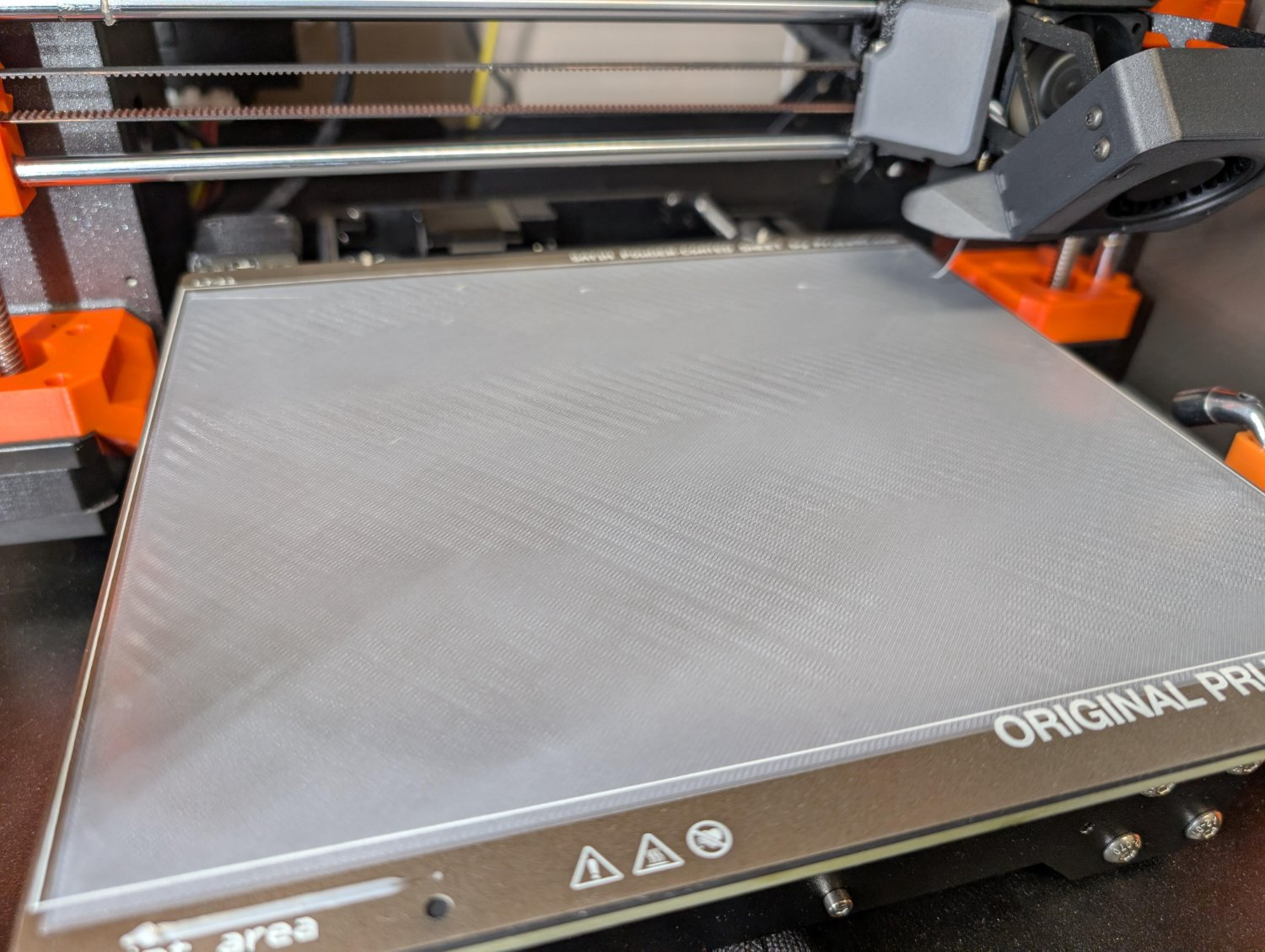
My mk4s developed a problem that Prusa spent 3 months troubleshooting with me where the first layer is being laid down too close, and so filament blobs, then prints fail.
Eventually, they advance replaced my whole printer, and the new one had the exact same problem out of the box..
I managed to find a bug that was raised on github for this exact issue, with 22 other people registering "mee too" for the issue..
I'm just looking for some feedback from the wider community to see if any others have hit this problem?