Hi guys, it's The Clog Guy, thought I'd try to share something other than problems...
Shortly before my printer went kaput again, I designed and printed a bracket to move my Bowden extruder to the hotend, making my printer a direct drive variant.
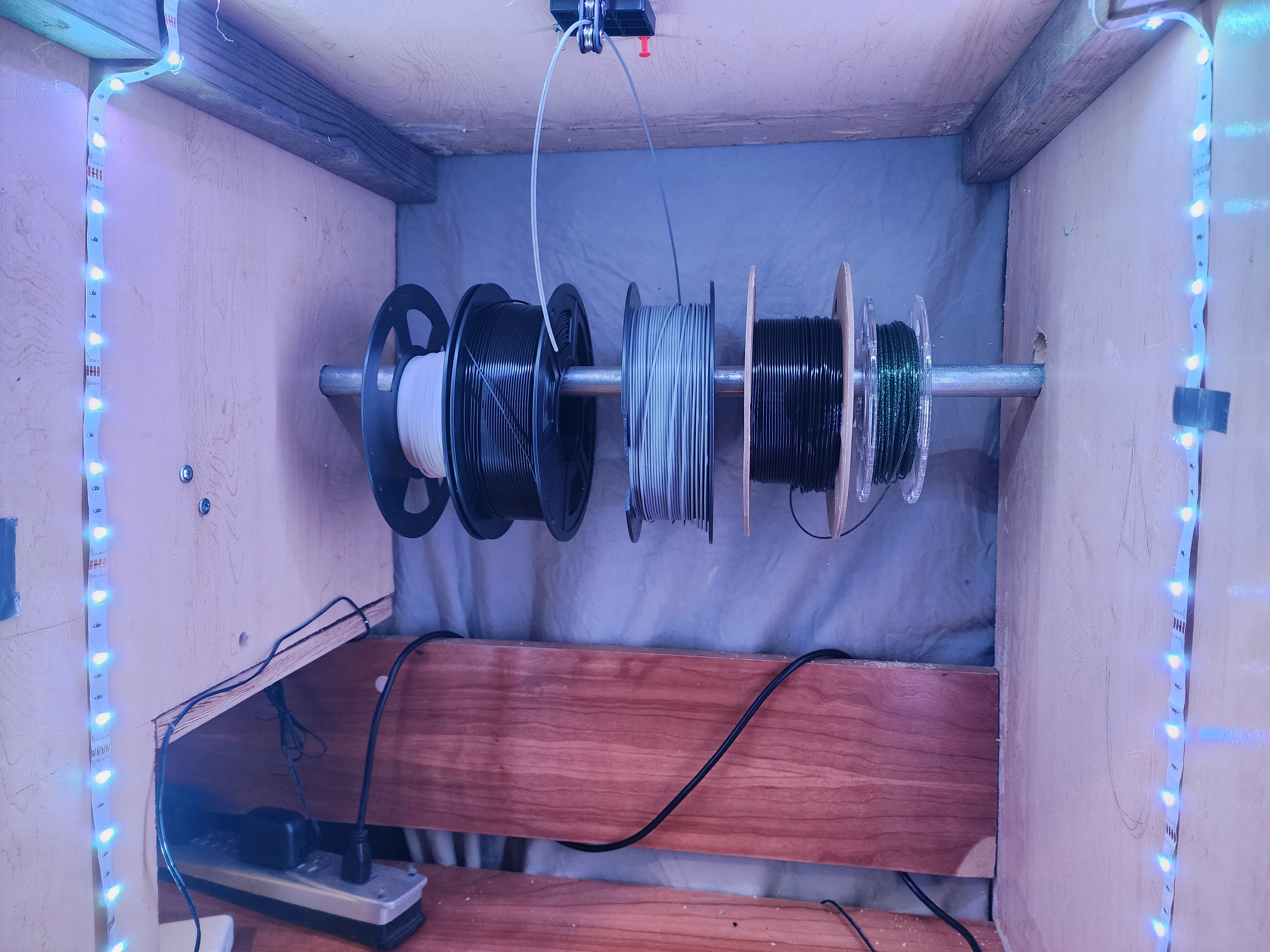
This posed an issue: I now needed to feed filament from the top of the printer rather than the side, where I previously mounted my filament holder.
I also have the issue many of you probably do where I am running out of room for my many filament spools.
Enter: The Rod. Two holes on either side of the enclosure, and I can hold probably 8 or so spools within the enclosure.
The Rod slides out on one end to allow for quick spool changes:

And I even had the foresight to put a clamp on one end to prevent it from getting yanked out all the way:

I canabalized the filament guide from the printer to the top of the enclosure with one screw so it would swivel, put those thumb tacks in to keep it from spinning all the way around, and the enclosure is ready to go!
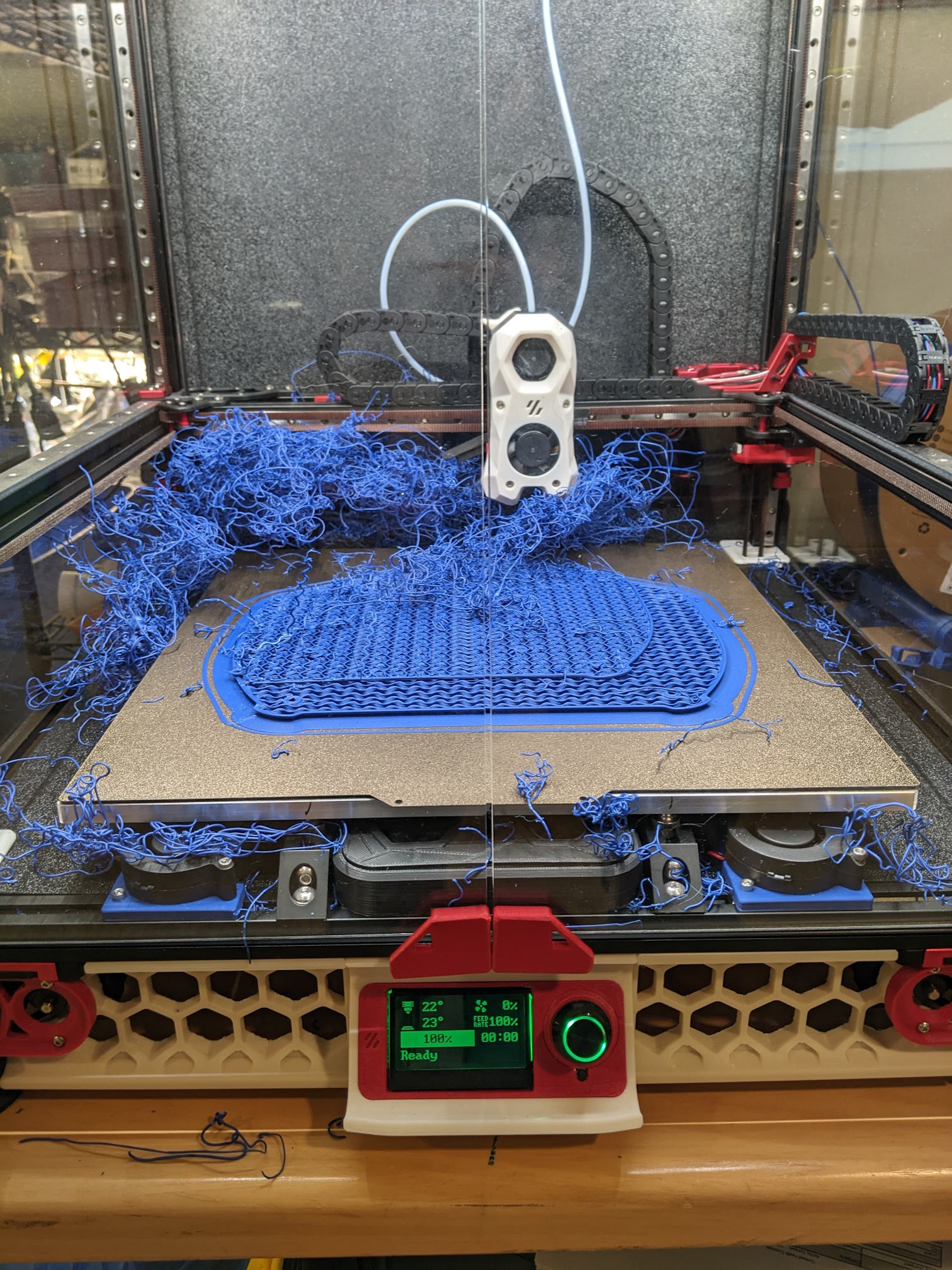
Now if only my printer worked...