276
Openscad wanted about 25 gig of RAM to crunch this.
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at: or [email protected]
There are CAD communities available at: [email protected] or [email protected]
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
Be respectful, especially when disagreeing. Everyone should feel welcome here.
No porn (NSFW prints are acceptable but must be marked NSFW)
No Ads / Spamming / Guerrilla Marketing
Do not create links to reddit
If you see an issue please flag it
No guns
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
Openscad wanted about 25 gig of RAM to crunch this.
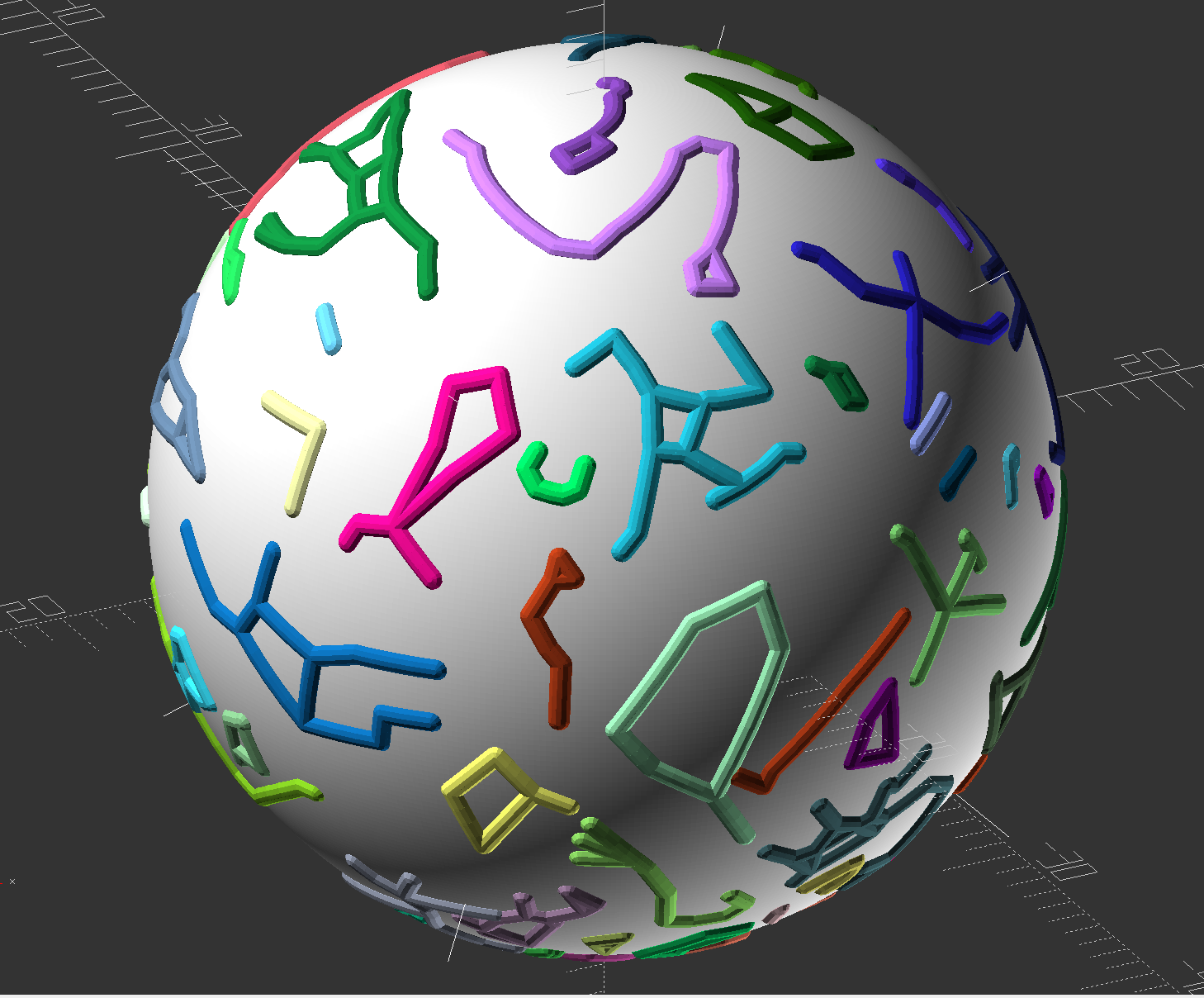
Hi everyone,
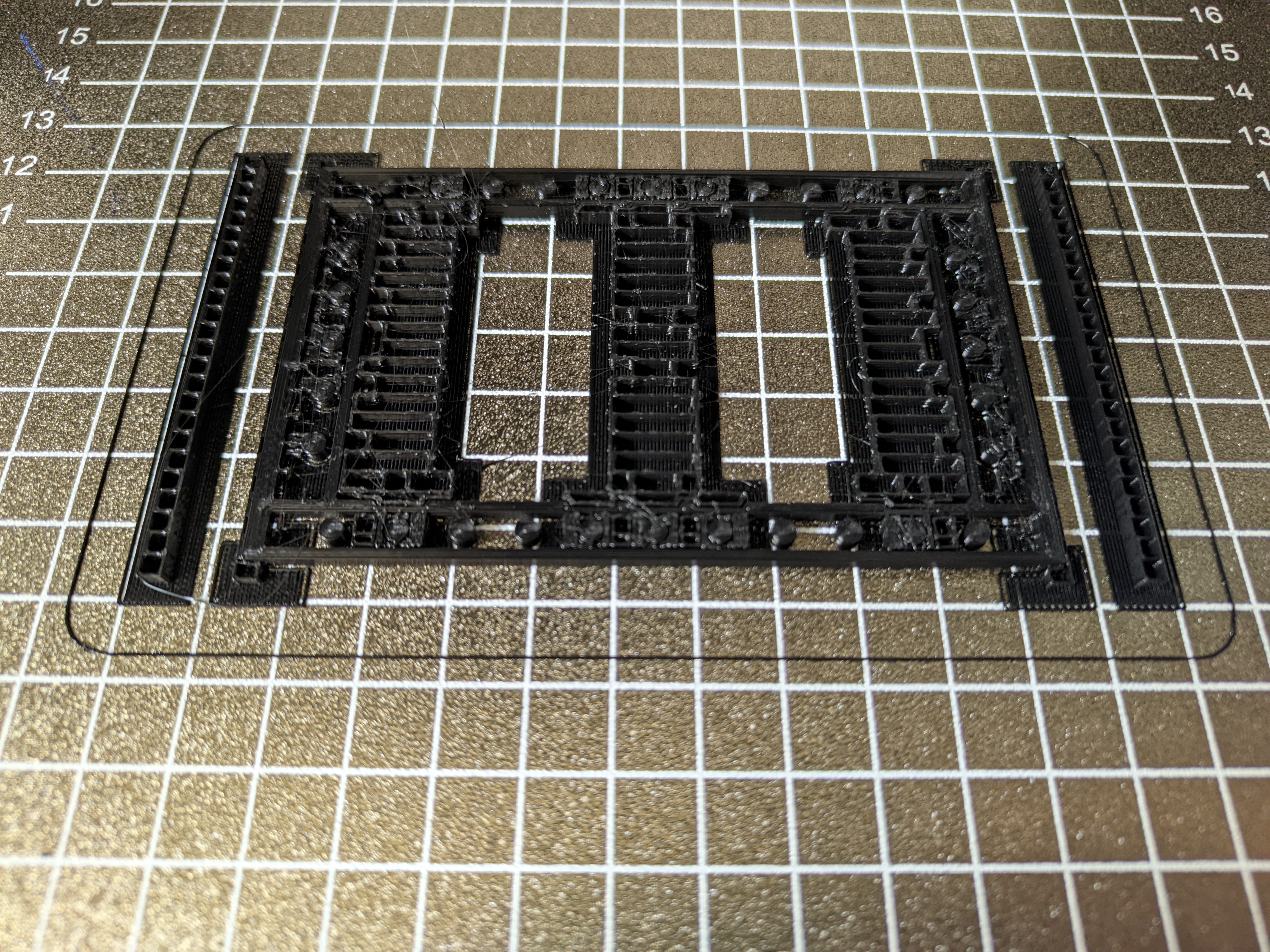
I'm having a weird issue with text such as the one in this image. Big or small, fancy or regular, all text comes out looking like it does in the image - cracked and hollow. I've spent the last few days trying to figure out why, and I'm stumped.
I've tried printing slower and slower and adding more and more top layers (the bottom 2 bottle caps are completely solid with 100% infil), but it doesn't seem to fix the issue.
Here's what I'm working with:
Thanks in advanced for the help!
Update: We seem to be getting somewhere!

The top 2 are the same ones featured in the post above. The bottom left was printed at 110% extrusion and normal speed. The bottom right was printed at 110% extrusion and a much slower speed for the text, and it looks much better! I'm printing another now with higher bridge flow rate (it was 70%, I set it to 85%), so I'll update again in a few minutes when that finishes!
Thanks for the information about calibrating e steps from everyone! It's getting late, so I don't want to mess around with that tonight, but I'll give it a shot tomorrow!
Update 2: welp.

That's possibly the worst one yet. I'm reprinting the bigger insert piece seen in the original post to check if my printer simply can't do that quality or if it's the e steps. If it's e steps, I'm going to bed...
Update 3:
Welp, seems like it's the e-step. However, it's too late for me to care about that right now, so I'm going to bed. Thanks for the help everyone! I'll work on fixing the issue tomorrow

I would really appreciate it if someone could help me with this. I'm having an issue with my Sovol SV06, which is that I get a lot of stringing. I'm still fairly new to 3D printing, so I have no idea what could cause this and how I could go about fixing this. I already searched for this issue online btw but didn't really find anything helpful.
The only change I made to this printer is that I hooked up a Raspberry Pi 4 to it and installed Klipper and Octoprint. I'm also using PrusaSlicer with the config from here.
Edit: Forgot to mention I was using PLA for this print
This was my very first 3D print on an Anycubic Photon D2. Turned out much better than I expected

Screenshots of the UI changes on the Mac - in my opinion it is now just wasting a lot of screen estate for zero benefit.
On non-Macs they're adding an extra usability issue by hiding the top menu bar. I've gove back to 2.7.4 for now - fortunately I had my configuration in git.
Up to 2.7.4:

2.8.4:

cross-posted from: https://lemmy.world/post/17328458
Oh boy, here I go shillin' again.
I just updated my 3D printable balisong utility knife so hard that it wound up with a new name.
As usual, you get the brief version here. Massive amounts of details are located, as ever, in the original post and also at the Printables link.
Want one? Of course you do. Get the files here.

cross-posted from: https://lemmy.world/post/17097936
As usual, since I already wrote a monumental piece on this in the other community, I'm just going to give you guys the short version. The long version is in the cross-post link above.
What it is: A 3D printable Axis lock folding knife, mechanically complete fully functional, with Penguin beak wave opener, one each. The world's finest; the world's only.
We're having great fun with this and other silly objects over on [email protected].
Jooooooin usssssss. You know you want to.
Printables link: Here.

I've been trying to troubleshoot a surface texturing issue for several weeks. I accidentally noticed the pulley had wobble, but thought it was the stepper motor at first. Nope. It's the pulley.

I'm working on a gift for a coworker who is resigning, it's based on a joke about the breakfast discussions being an excellent podcast.
I have 3 test pieces that I want to experiment on I want to smooth the surface and add a anti-slip surface to both sides. Any suggestions? Ideas? Comments?

I've watched a lot of resources about toner transfer over the last few days, and while everything was quite experimental and empirical, the main gist was : heat + pressure = toner transfer. As I didn't want to, for obvious reasons, cook a dial full of unknown glues, paints and metals in the family's kitchen oven, I started experimenting with my printer's bed.
So I made a janky setup. I printed my design mirrored on a laser-compatible transparency sheet, cut it to size, secured it on a sterile dial with a bit of Kapton and cut a bit of rubber to try and spread pressure evenly. I then clamped the contraption to my printer's heated bed.
Advantages: It's basically free if you already have a laser printer, transparencies and a 3d printer laying around.
Inconvenients: It looks absolutely unprofessional up close. At regular wrist distance, it's fine.
My first attempt was 30 minutes at 100°C. Way too much heat and/or pressure, the printing was smooshed and uneven pressure meant that parts of the design didn't transfer properly. The sheet's cutout shape was clearly imprinted on the glossy dial.
My second attempt (pictured here) was 15 minutes at 95°C. Much crisper lines and if not for a tiny bit of the logo that didn't transfer (probably a speck of dust underneath), would have been perfect. The sheet's cutout shape was still slightly imprinted on the glossy dial, on matte dials it might not be visible.
This process deserves to be refined as it brings an easy way to customize dials if you're not aiming at super macro beauty shots, unfortunately I don't have any spare dials anymore to experiment. I think a lower temperature and/or a lower pressure might work even better.
Edit: Here are my two attempts at making this dial:

In my previous post titled Low End FDM for Miniatures, Hobby Parts, and Messing Around? I received a ton of fantastic recommendations, but ultimately went with the A1 mini due to its price at the time, ease of use, and several other factors. It came in today, and I've already made 10 different prints on it. The Benchy came out wonderfully, and so has everything else so far.
Thank all of you for your help, and I look forward to continuing to be a part of the community.




{kind=link}