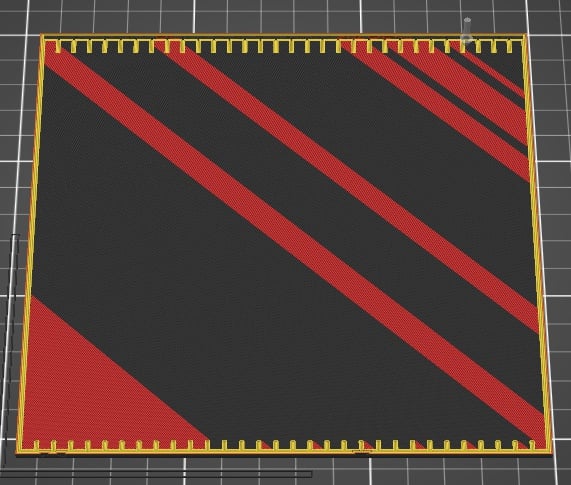
A word to the wise for anyone experiencing this in Prusa Slicer or its derivatives, where your top layers of large flat objects get generated by extruding these weird discontinuous diagonal stripes that seem to get pathed out in random order.
Change you top layer pattern from "rectilinear" (which may be your default) to "monotonic."
This just took me a fair bit of fiddling to figure out, and I wasted an hour and some filament cranking out one shitty looking part. Apparently this model in particular causes this effect, which the slicer has never generated for me before. I have no idea why.
Maybe this'll save somebody from banging their head against the wall too hard.
Glad you found it. It's been a feature for over a year or so and maybe longer now. It was driving me crazy before the patch, for sure.
I am willing to bet that your object is confusing the slicer fairly bad, or at least, making the original issue you had look much worse. Any path optimization got destroyed by those comb-like features, I bet.
The downside to this (especially if your PID tuning is off) is that continuous printing of a large top layer can suck a ton of heat from the nozzle. In the worst cases, you get a jam and risk grinding your extruder as the filament stops melting fast enough. The "normal" mode of offset lines gives the hotend a bit more time to recover between sections. (I believe Revo-style hotends mitigate most of that problem because of the uniformity of heating.) Still, this problem is fairly rare but it has happened to me on occasion.