Hey,
Still fairly new to this hobby and have lots of ideas but I've got a snag with a few prints now and was hoping someone could help me work out what I'm doing wrong.
The project is small trays for a custom advent calendar but as you can see the corner on the second picture has lifted massively.
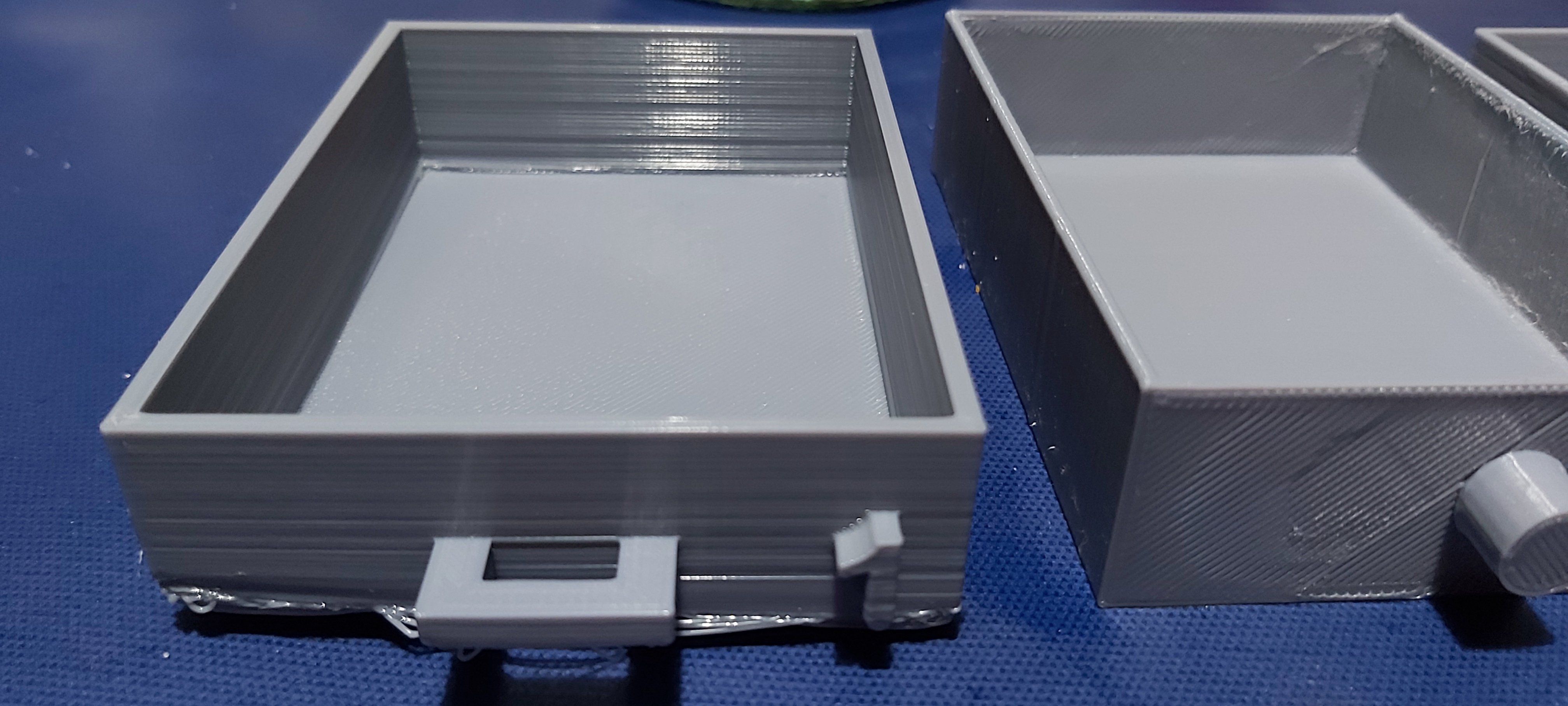
This has happened before with a different print too and I never solved that issue either.
Using an Ender 3 Pro with some generic filament from amazon, hot end at 200C (goes stringy any higher), bed was 50C for this print I think.
Any help would be wonderful :)
Great comments, but Id like to add bit more.
Start with calibration if you havent already:
On top of that, you want to improve 1st layer adhesion to avoid lifting:
Use glue or hairspray if nothing else helps, or consider better build plate like PEI or even better quality filament
I've got some odd spots in the middle of the bed where it's not always printing a neat line in the first layer which is odd. Unsure if it's due to not being clean or a levelling issue but I'll investigate. Thanks for the thorough checklist of things to do though - really helpful!
It can be both. To exclude bent X axis or bed, I think its best to get nozzle close to the bed, then observe the gap while moving head in XY. Light can help with good angle as well as getting your eye close to the nozzle 👁️