It’s not top thickness, that’s only 3 layers and the bulge is on more layers than that.
Printed with PLA, 4 perimeters, 15% gyroid, but no infill makes difference, i don’t think this is about shell thickness.
Retraction is good, there is no oozing on retract moves and no stringing on the printed parts.
Otherwise the prints come out okay so i’m a bit stuck with this one!
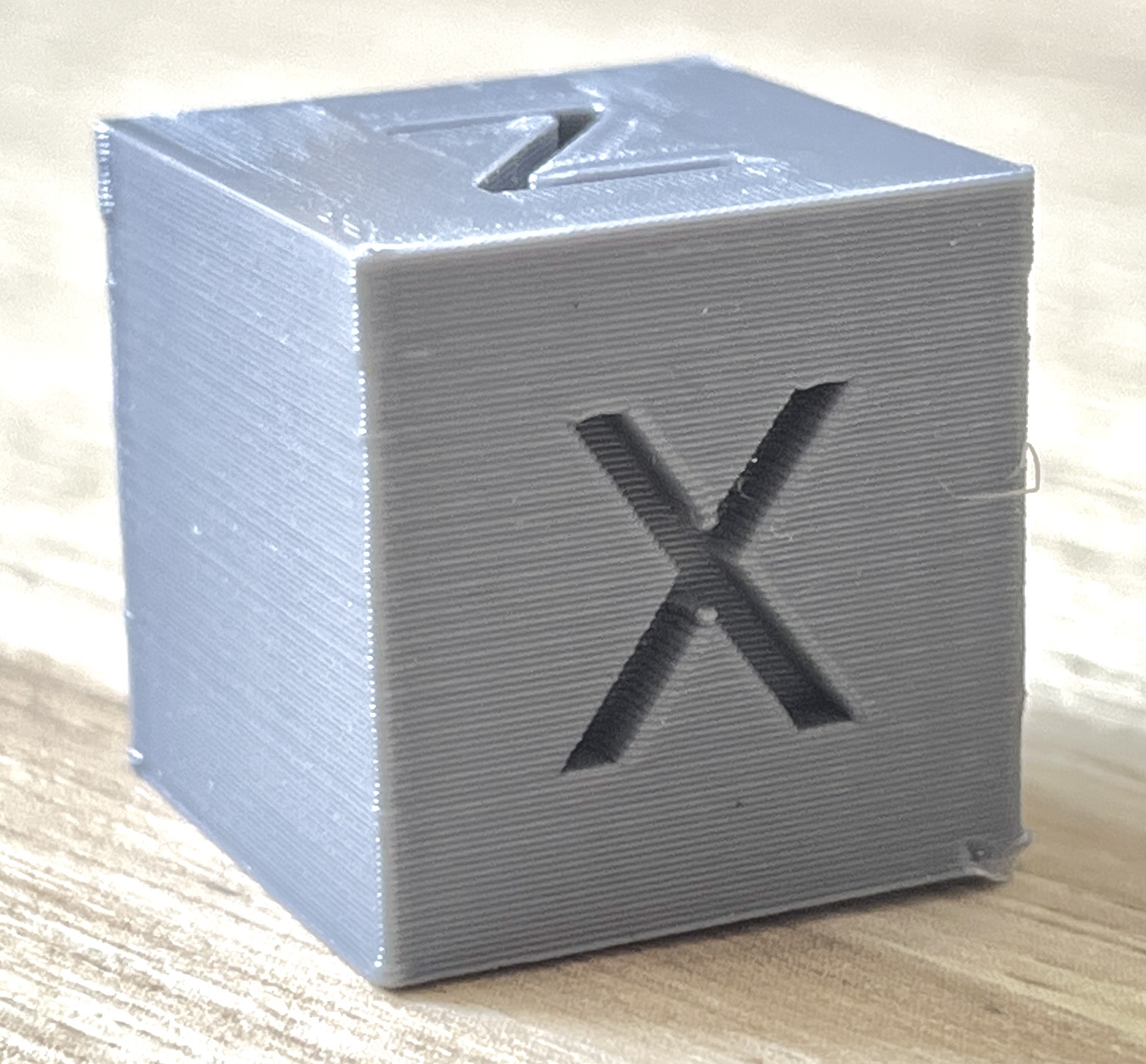
You can see the bulging in all three edges on the picture, about 3-4mm from top to bottom, then a few ok layers, then again a few layers with bulges on corners.
Slicer is Prusa if that’s relevant.
Any ideas are welcome!
That's weird. Is there anything set in the slicer at that height? Some fade settings, speed changes, anything?
Damn, i would’ve never thought about that. Went to check the speed in prusa, would you look at that…
Perfectly corresponds to the bulges.
Thank you, Detective Carighan!
That's interesting tbh, especially given the one line in the middle. I usually use Cura, so I'm unfamiliar with the Prusa Slicer, what setting causes that variable speed?
But it's fascinating, I can even see the bulge in the layer of the single line in your photo, now that I know what to look for. That'd also tell me that maybe you're running it a bit hotter than it needs for this specific filament, maybe go down 5°C or 10°C. It seems when it slows down, more can ooze than it intends to.
It took some time to find the culprit.
It’s under:
Filament settings -> Cooling -> Cooling thresholds -> Slow down if layer print time is below: # - and - Min print speed: #
I am running a bit hot, yes, 215, and the extruder is bowden feed. It does tend to ooze a bit like all bowdens do, that’s why i have to get my speeds and accelerations on point, because the “dynamic” speed/extrusion settings never provide good results for this printer and i don’t know how to account for the oozing on speed changes.
I’d love to upgrade to a direct extruder, i’m currently using e3d v6 hot end. Do you have any suggestions?
Eh, sadly can't help too much with that. Used to have an Ender 5, but got an Artillery X2 gifted (aye...), and since then have been using that due to the combination of direct and the larger print bed (even though I conceptually don't like bedslingers due to the large footprint they have). And I had the Ender 5 too briefly to dial it in much.
Yes. Get something like the TBG S or TBG Lite. These things are tiny, light, have a massive gear reduction (~1:11), which trades unnecessary speed (E is always running really slow even if you print really fast) for strength, and they have huge dual gears driving the filament. With that you can extrude TPU as if it was PLA.
If you can't find a fitting mount, I made one for the TBG Lite. PM me with some address where I can send you an STL if you are interested.