I may have gone a bit overboard. This is a mix of some beans, cucumbers, mini-cantaloupes, butternut squash, pumpkins, cucumbers, and tromboncino

Ah, display is the word to use. Thanks!
Tell that to my very sideways baby Jade :(
I've had good luck with Pinetree seeds. They have a nice selection and decent growing tips. I've been very pleased with everything I've purchased from them.
I am less concerned about the board temp and much more curiosity about the reported temporary difference between the extruder and bed.
I totally agree that the nitehawk PCB temp is quite possibly normal.
Agree that this seems like a bigger than desired difference.
Thanks for the point of reference. I am going to be doing some measuring and math tonight to try to figure out where the source of error is and how much it might/not matter when hot.
Before nitehawk I was using the same hot end and I copied the thermistor type from my prior config while setting up. The bed and extruder were much closer to each other when cold then.
Oh, that ` was me fighting with markdown to get the code portion of the post nicely formatted. I couldn't figure out newlines and gave up.
I don't think heat is getting to the extruder via the NH. The thermistor is potted in a m3 bung that's threaded into the extruder. The extruder itself is at ambient a few mm away.
They're 104nt's. I have never calibrated a thermistor for one of my printers before, other than updating the firmware (compile marlin, config Klipper) and choosing the appropriate value.
I did dig up a datasheet for the thermistor, will have to check resistance tonight.
Was going to make the same recommendation!
It might be TPU too. I've used it to print function tires and the random deformable fidget.
You could buy a large PEI sheet in sticker form and put it directly on your glass bed. Removal with a razor shouldn't be difficult.
Is your bed heated? If yes, prints will stick well to the PEI when it's hot and pop off when it's cooled down. I have an ultrabase glass bed on my i3 clone and that's exactly how it works there. I also gave a similar experience with my Voron with a PEI coated spring steel bed.
If your bed is unheated you might still be in hard mode.
As a final thought, go hot and slow for you first layer. I usually bump my first layer by 5-10 °C, depending on the material, and print it at 30-40 mm/sec. Even though I could probably go faster I'll take consistently in my first layer.
The trident is probably a more fair comparison given that both it and the CORE One use 3x lead screws to move (and presumably level) the bed.
You can get a 300mm^3 LDO trident kit for $1,200, which appears to be the price of the Prusa. You can of course go cheaper (formbot for $690 with a V6 hot end) and more expensive (a custom BOM in a box from say West3d that starts at $1,300).
I may have gone a bit overboard. This is a mix of some beans, cucumbers, mini-cantaloupes, butternut squash, pumpkins, cucumbers, and tromboncino
They do turn (mostly) green when you coo them, but the kids still think they're super interesting, which is a win.

Like last time, use the comments to indicate what you think!

Pros:
Cons:
Bottom line:







Vote in the comments! As a bonus, it appears to eat nectar.


Especially because they're not shy


One more pic:


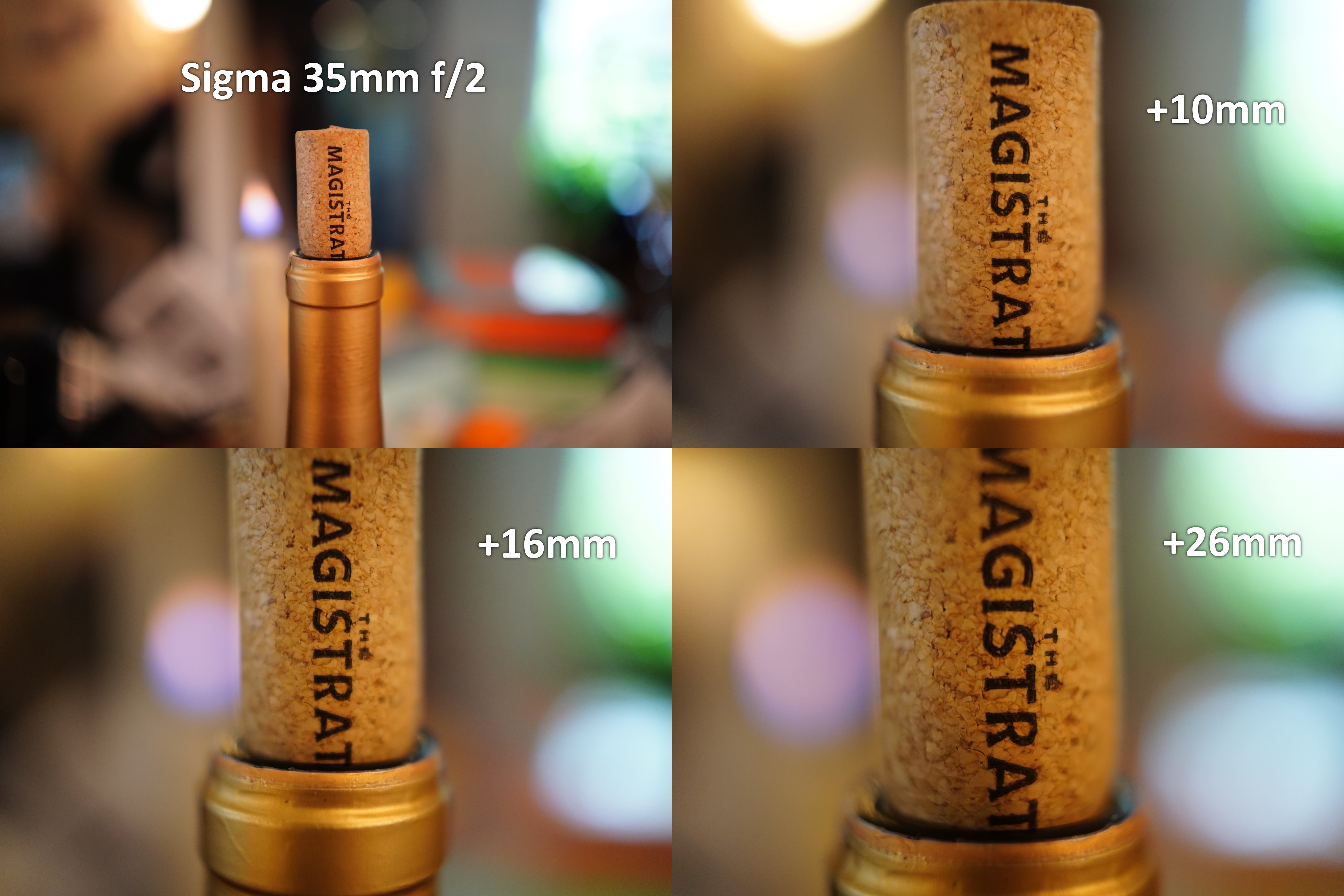
I've been interested in photographing bees recently. Rather than buy a macro lens, I spent $32 on a 10mm and 16mm Meike extension tube. Photos are with an A9II + Sigma 35mm f/2, which normally offers a 0.18x magnification. All four are taken as close as the lens will focus. I'm very happy with image quality, especially given that this lens doesn't have a super flat focal plane at its minimum focal distance.
For anyone who tries an extension tube for their first time: you won't be able to focus very far in the distance (beyond about 1 foot in my case). Be ready to get up close and personal.
When I planned these beds I spaced them far enough apart to get my lawn tractor in-between them, but getting between them and the fence involved my weed whacker. As anyone with a fence has found out, maintaining the grass at the base of a fence is a pain.
I'm 3/4 of the way done with the edging. It's 10" tall with something like 6" or 7" of it buried. It does a good job of keeping grass out of our other beds, so I'm sure it will do a good job here. The downside is the most effective way of installing it is to trench first, put the edging in, and then refill the trench. If you try to use one of those big pizza peel looking things to make a narrow slide the will usually get wavy due to variation in trench depth.
I mowed to basically ground height between the beds, weed whacked around the beds, and put in a layer of that thick paper builders will use to protect flooring below the mulch. Some areas for cardboard instead, but we just didn't have enough cardboard to cover it all. Hopefully it will be enough to kill the grass and hopefully that results in less grass appearing in my raised beds.

Topped by deer and it looks like Lily beetles are a thing here now :(

The good news is that you're running Klipper, so you can tune this very easily.
Go download a first layer patch from Ellis and use his guide as a reference.
The idea is to place 10 or so on the bed and adjust your z-offset on the fly until you get it right. Once you've found the correct amount update your printer.cfg.