
[SOLVED] cause: not enough cooling for overhangs
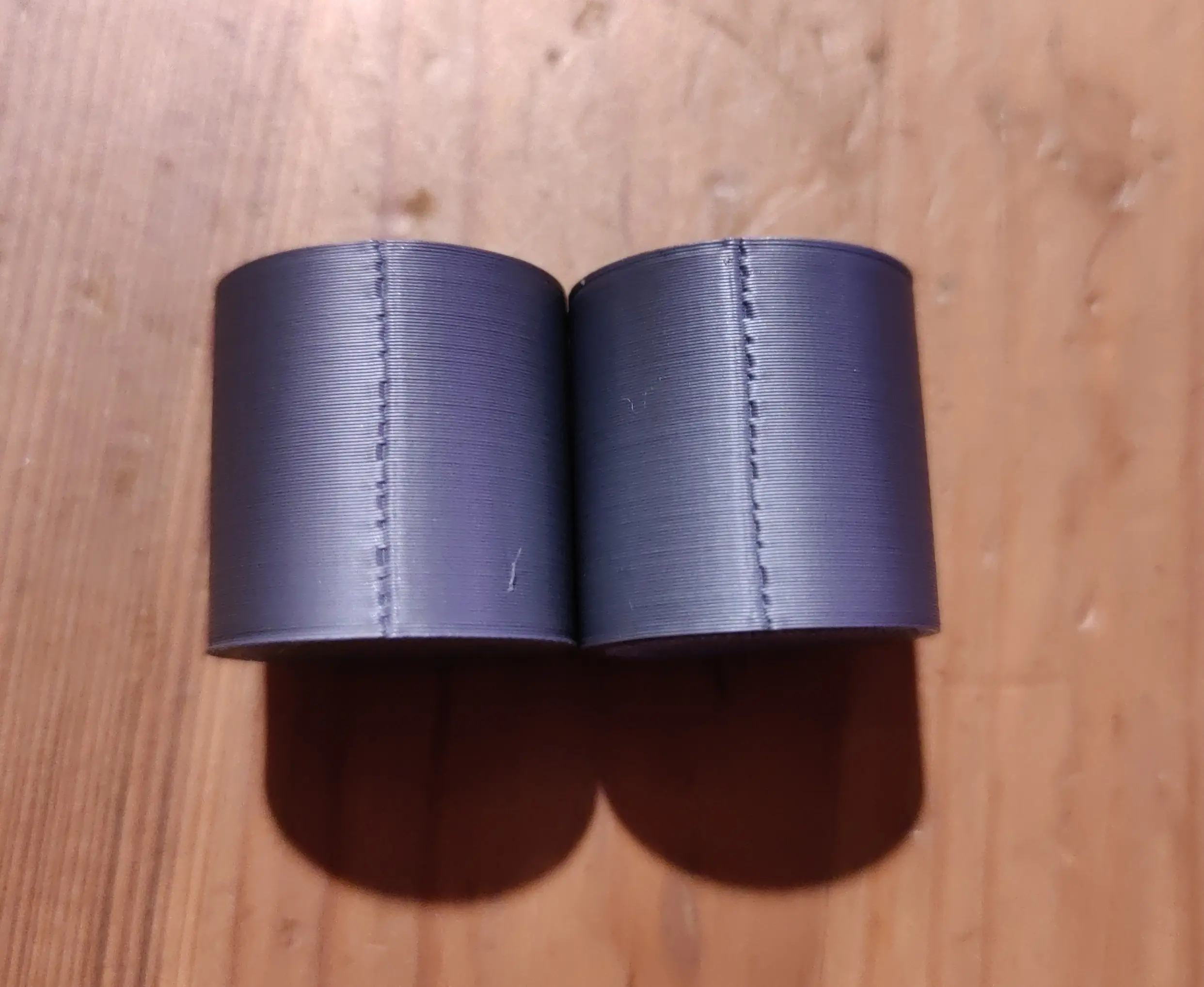
I increased cooling on overhangs from 60% to 100%, and decreased overhang (10-25%) speed from 100% of outer wall speed to 85%. Issue went away completely and it now prints nicely 👌
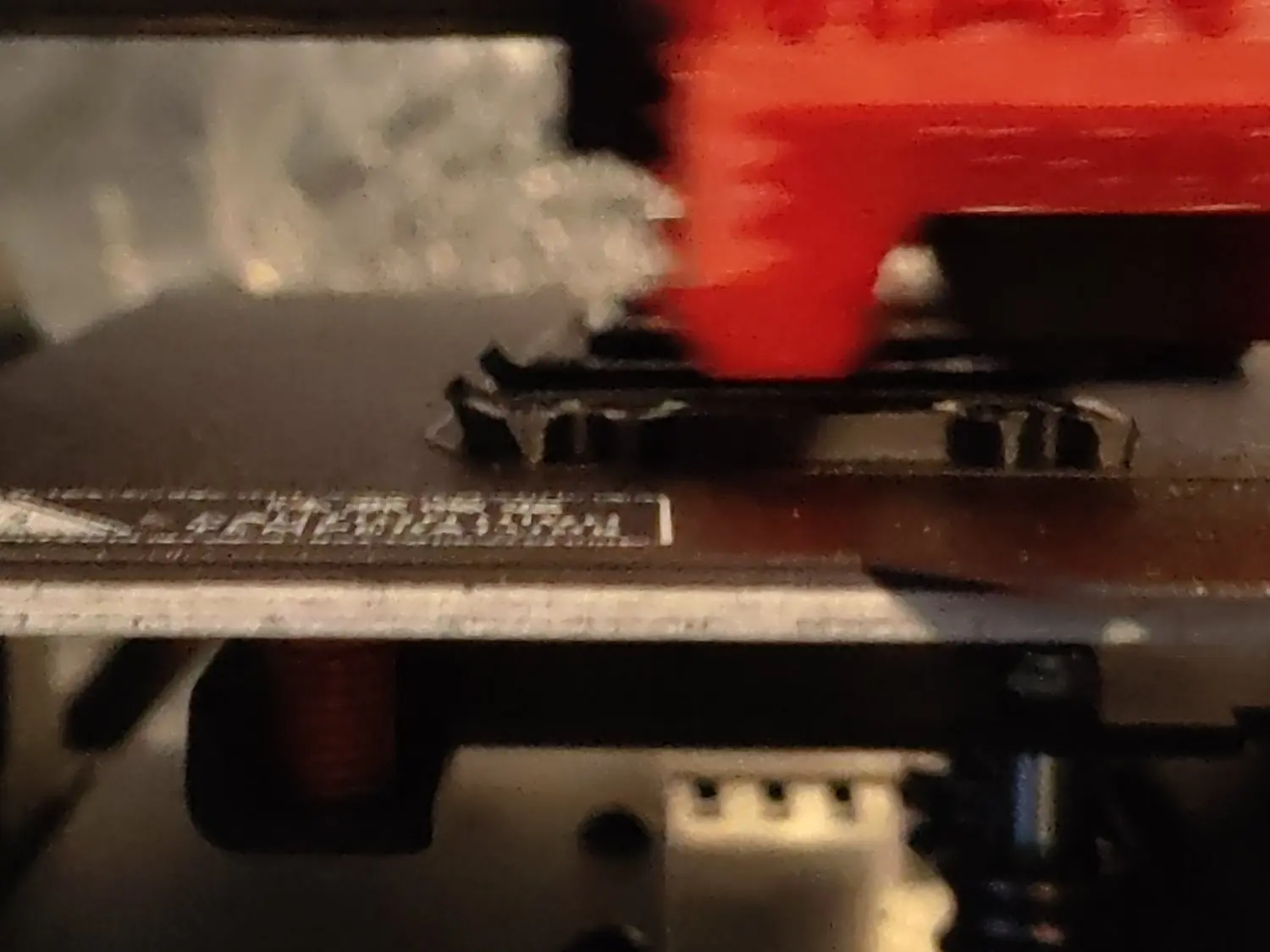
I've started printing parts for my voron 2.4, and it's generally going well enough. The parts are looking pretty decent. But I'm having a hard time getting good results with overhanging sharp corners. They tend to warp upwards as seen in the photo on the left side. The prints stick well enough to the build plate and I don't have any other warping or adhesion issues.
Is this because my cooling for overhangs is too much?
I generally print with no part cooling in an enclosure. Temps are 245°C on the nozzle and 105°C on the bed, using 60° fan speed for overhangs. I'm printing on a anycubic kobra 2 with azurefilm ASA.
 .
.
SVJV udvindes MSG primært ved fermentering af stivelse og sukkeraf forskellig art, så det er allerede plantebaseret.