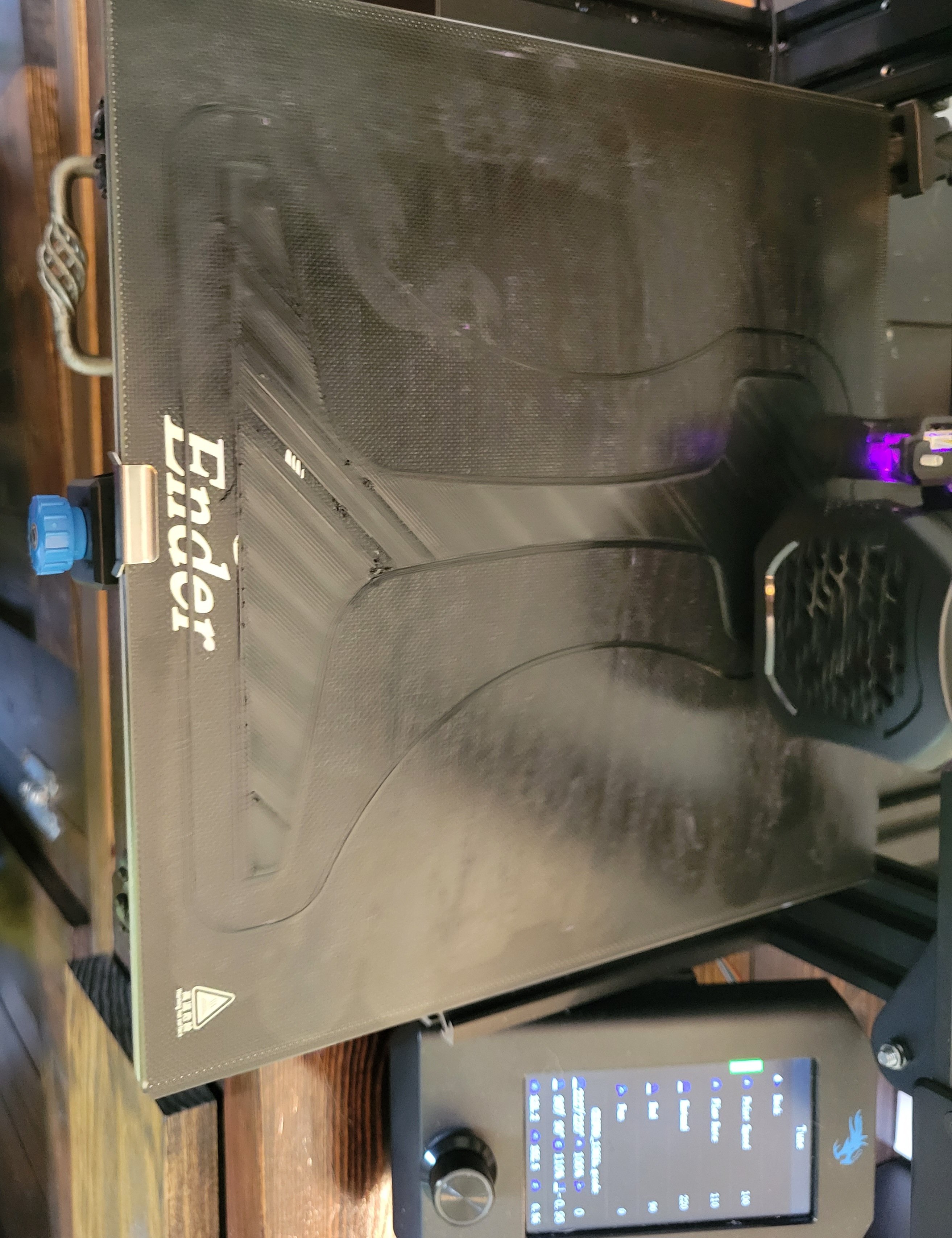
Hey all, so this is the biggest thing I've tried to print. I'm using PETG. I'm getting a lot of repetitive bands of underextrusion that seem to stack up and get worse as the print progresses.
What do you think is causing this? Is this just an inherent thing in the way an Ender 3 works by moving the bed?