20
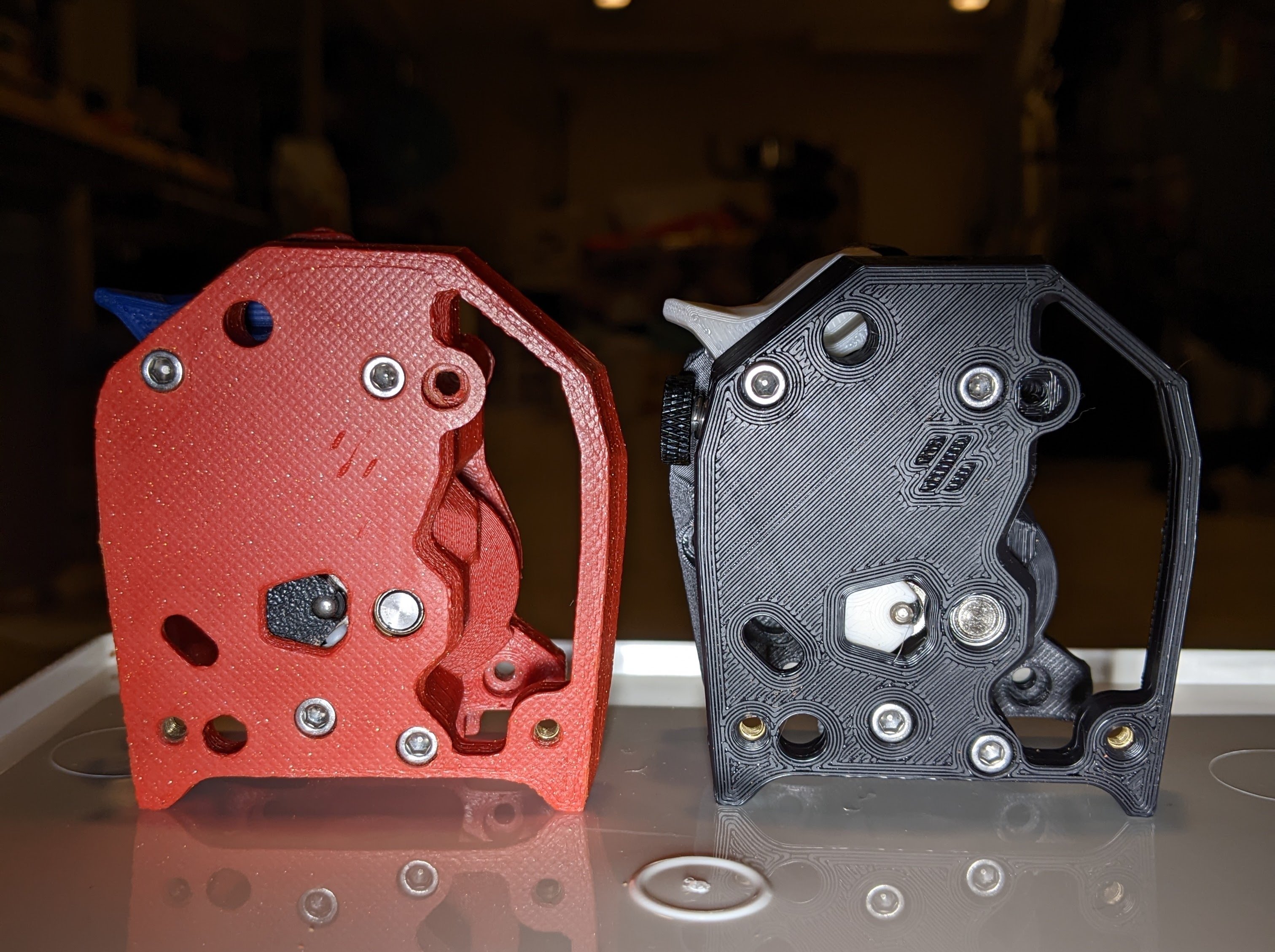
I reprinted my Stealthburner on my 2.4, the quality improvement over my i3 clone is... impressive
(lemmy.world)
I printed all the parts I needed for my 2.4 build on my Monoprice Maker Select Plus (a rebranded Wanhao Duplicator i3 Plus), enclosed under a couple of cardboard boxes taped together. The parts were... functional, but not exactly pretty.
Motive for reprinting:
- My z-homing isn't that consistent and I need to fiddle with live z a bit for each print. My StealtBurner didn't fit together that well, so I'm hoping that better fitting parts will result in more consistent homing
- Moving to a Bondtech BMG Integrated Drive Gear Assembly in hopes of having fewer z-artifacts. If I'm going to rebuild my CW2, I might as well print it again too
While disassembling, I noticed that one of the bolts attaching the carriage to the linear rail was... very very lose (backed out 3+ turns). Maybe that was another contributor to my inconsistent homing.
More photos:


My first print with the rebuild is underway! I'm very excited to see if there's any change to the random z-artifacts I was seeing before, but I'm sad to report that my first klicky attach probe failed.

Another good one that I recently learned: clean your panels if you're printing ASA/ABS. My printer was getting more and more stinky. Panel cleaning helped quite a bit. Other than a wire break, this is the first maintenance thing I've done. The printer has 618 hours on it so far. I am tempted to get obsessive in my quest for improving z-axis quality. I should also probably get around to doing input shaper tuning and check belt tension...
That'd explain a lot, I do primarily abs on my 2.4 so definitely going to do that, I installed a nevermore Max which has helped a lot as well. My maintenance has been kinda self inflicted because I can't leave things be, I had bimetal cht nozzles shear off while doing a nozzle change, twice. First time I grabbed a 1.5 Nm preset wrench as my wrench only went down to 2 ish as the prusa docs called for 2.5 Nm, sheared again on the other printer, only found out now they recommend something like 0.5-0.8 Nm so I've gone back to coated hardened steel on both. I've been playing with larger nozzle sizes lately, 0.6 works pretty well but 0.8 just flies, I should print some tolerance tests once I get the cooling tuned but the few benchies I printed as a quick test looked decent enough.